Utilisation du plugin J Tech Photonics Laser Tool avec Inkscape
La version 2.0 du plugin J Tech Photonics Laser Tool pour Inkscape est désormais disponible, apportant de nombreuses améliorations. Il est important de noter que les versions d'Inkscape antérieures à la 1.0 ne sont plus prises en charge.
Pour installer le plugin, décompressez le fichier laser.zip et copiez le dossier laser directement dans le répertoire des extensions utilisateur d'Inkscape. Avant de pouvoir utiliser l'extension, il est essentiel de s'assurer que le document est correctement configuré.
Préparation du Document dans Inkscape
Avant de générer le code G, plusieurs étapes de préparation sont nécessaires pour garantir la compatibilité et la précision de votre fichier.
Conversion des Formes en Chemins
La première étape cruciale consiste à convertir toutes les formes autres que des chemins en chemins réels. Cela garantit que le laser suivra précisément les contours de votre dessin.
Pour ce faire, sélectionnez votre objet, puis allez dans le menu Chemin et choisissez Objet en chemin. Vous pouvez vérifier la conversion en utilisant l'outil de sélection de nœuds (raccourci clavier N).
Paramètres du Document
Dans les Propriétés du document (Fichier > Propriétés du document), assurez-vous de sélectionner l'unité de mesure (par exemple, mm ou pouces) qui correspond à celle que vous avez utilisée pour les paramètres de votre machine. Il est également recommandé de changer les unités d'affichage pour qu'elles correspondent aux unités de votre document afin d'éviter toute confusion.
Référence des Points de Débogage
L'option "debug reference points" affiche des coins noirs qui représentent les quatre coins du plateau de votre machine. Ces repères sont utiles pour le positionnement et le débogage.
Il est important de noter que les calques de débogage sont réinitialisés à chaque exécution de l'extension.
Comprendre la Gravure Laser
La gravure laser est un processus qui utilise un faisceau laser pour transférer une image ou un dessin sur un matériau. Il existe deux types principaux de gravure laser :
Gravure Vectorielle
Cette méthode utilise le laser pour suivre un "chemin" qui délimite le dessin. Elle est idéale pour les tracés précis, les textes et les formes géométriques.

Gravure Raster (ou Matricielle)
Dans cette méthode, le laser se déplace de manière répétée, comme une machine à écrire, allumant le laser lorsqu'il y a une partie sombre de l'image et l'éteignant lorsqu'elle est blanche. Cette technique est excellente pour les images, les logos et tout ce qui nécessite un remplissage.
Flux de Travail Général pour la Gravure Laser
Le flux de travail de base pour la gravure laser implique généralement les étapes suivantes, quel que soit le logiciel utilisé :
- Dessiner ou créer une image : C'est l'étape de conception où vous créez votre motif.
- Convertir en G-Code : Le G-Code est le langage que votre machine laser comprend pour savoir où se déplacer et quand allumer/éteindre le laser.
- Exécuter le G-Code : Le fichier G-Code est ensuite envoyé à la machine laser pour réaliser la gravure ou la découpe.
Outils de Conception
Pour la création d'images vectorielles, Inkscape est un outil gratuit et puissant. Pour les images matricielles (photos, logos), des éditeurs d'images comme Paint.NET (gratuit) ou Adobe Photoshop peuvent être utilisés. Il est crucial de s'assurer que la photo est de la bonne taille et résolution pour la gravure.
Conversion en G-Code
Le plugin J Tech Photonics Laser Tool pour Inkscape est spécifiquement conçu pour convertir vos dessins vectoriels en G-Code compatible avec de nombreuses machines laser.
Exécution du G-Code
Une fois le G-Code généré, il doit être envoyé à votre machine laser. Cela se fait généralement à l'aide d'un logiciel de contrôle spécifique à votre machine. Pour les machines GRBL comme Shapeoko3 ou X-Carve, des logiciels comme Lightburn (qui intègre conception et contrôle) ou Universal Gcode Sender sont recommandés.
Installation et Configuration du Plugin Inkscape Laser Tool
La version 2.5.1 du plugin est recommandée. Les versions héritées sont également disponibles pour les configurations plus anciennes.
Le nouveau plugin offre des fonctionnalités avancées telles que la gestion de multiples commandes laser ON/OFF et la possibilité de réaliser plusieurs passes pour la découpe.
Téléchargement des Fichiers du Plugin
Vous pouvez télécharger les fichiers du plugin à l'adresse : [Lien vers le téléchargement du plugin]
Les versions héritées du plugin sont disponibles ici : [Lien vers les versions héritées]
Paramètres du Plugin Laser Tool (Version 2.5.1 et ultérieures)
Le plugin propose plusieurs onglets pour configurer les paramètres de génération du G-Code.
Onglet Paramètres Importants
- Unité de Mesure : Sélectionnez mm ou pouces. La valeur par défaut dans Inkscape est mm.
- Vitesse de Déplacement : Vitesse de la machine lorsque le laser est éteint (en mm/min).
- Vitesse de Coupe : Vitesse de la machine lorsque le laser est allumé (en mm/min).
- Passes : Nombre de répétitions du chemin pour la découpe. Pour la gravure, laissez à 1.
- Profondeur de Passe : Profondeur de déplacement de l'axe Z pour chaque passe. Utile pour couper des matériaux épais sur plusieurs passes.
- Répertoire de Sortie : Dossier où le fichier G-Code sera sauvegardé.
- Nom de Fichier : Nom du fichier G-Code généré.
- Ajouter un Suffixe Numérique au Nom de Fichier : Permet de sauvegarder plusieurs fichiers avec le même nom de base en ajoutant un numéro.
- Aperçu en Direct : Affiche le dessin en temps réel lors des modifications des paramètres. Peut ralentir le plugin.
Onglet Paramètres Avancés
- Commande d'Allumage de l'Outil (Laser Power Command) : Commande pour allumer le laser. Pour les firmwares CNC, utilisez M3 S1000 pour pleine puissance (M3 S500 pour 50%). Pour les firmwares d'imprimantes 3D, utilisez M106 S255 pour pleine puissance.
- Commande d'Extinction de l'Outil (Tool Off Command) : Pour les machines CNC, c'est généralement M5 ou S0. Pour les imprimantes 3D, M107.
- Temps d'Attente Avant Mouvement (Dwell Time Before Moving) : Délai avant le déplacement pour chauffer le matériau. Temps en ms.
- Paramètres de Débogage (Debug Settings) : Échelle et largeur du dessin de débogage.
- Chemin Fichier En-tête/Pied de Page (Header/Footer Filepath) : Permet d'inclure du G-Code personnalisé en début et fin de fichier. Non nécessaire dans la plupart des cas.
- Définir la Position de l'Axe Z / Position de Départ (Set Z Axis Position/Start Position) : Active la définition de la position Z au début du job. Entrez la position absolue souhaitée.
- Se Déplacer à l'Origine en Fin de Job (Move to Origin When Done) : Ramène le laser à la position 0,0 une fois le travail terminé.
- Éteindre le Laser Avant un Job (Turn Laser Off Before a Job) : Assure que le laser est éteint au début du fichier G-Code.
- Éteindre le Laser Après un Job (Turn Laser Off After a Job) : Assure que la commande d'extinction du laser est à la fin du fichier G-Code.
Onglet Système de Coordonnées (Coordinate System)
- Origine de la Machine (Machine Origin) : Définit la position du point 0,0 (par exemple, coin inférieur gauche, centre, coin supérieur gauche).
- Inverser l'Axe Y (Invert Y Axis) : Inverse la direction de l'axe Y.
- Largeur/Longueur du Plateau (Bed Width/Length) : Définissez la taille physique du plateau de votre machine. Il est courant de faire correspondre cela à la taille de la feuille dans Inkscape.
- Décalage X/Y du G-code (Gcode X/Y Offset) : Applique un décalage au G-Code généré. Les décalages sont toujours calculés à partir du coin supérieur gauche de la feuille.
- Facteur d'Échelle du G-code (Gcode Scaling Factor) : Met à l'échelle la taille de la sortie selon ce facteur.
Création de Contenu pour la Gravure Laser avec Inkscape
Inkscape est un outil polyvalent pour la création de dessins destinés à la découpe ou à la gravure laser.
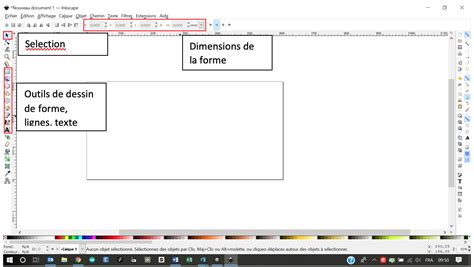
Dessiner du Texte
- Utilisez l'outil Texte pour écrire votre texte. Le coin inférieur gauche de la page est généralement votre point d'origine 0,0.
- Convertissez l'objet texte en chemin (Chemin > Objet en chemin).
- Allez dans Extensions > Générer le G-Code > J Tech Photonics Laser Tool.
- Configurez les paramètres dans la boîte de dialogue du plugin.
- Cliquez sur APPLY pour générer le fichier G-Code. Le chemin du laser sera alors visualisé.
Dessiner d'Autres Objets
Vous pouvez utiliser les divers outils de dessin d'Inkscape pour créer des formes complexes. La procédure de conversion en chemin et de génération de G-Code reste la même.
Dessiner des Objets Multiples
Pour traiter plusieurs objets ensemble dans le même parcours d'outil :
- Dessinez vos objets séparément.
- Groupez les objets (Objet > Grouper).
- Convertissez le groupe en chemin (Chemin > Objet en chemin).
- Lancez le convertisseur Laser Tool et générez le G-Code.
Si vous souhaitez appliquer des paramètres différents à certains objets au sein d'un groupe, il faudra les désolidariser avant de les convertir en chemin individuellement.
Importer des Images Noir et Blanc
Pour graver des images en noir et blanc (haute contraste) :
- Importez votre image (Fichier > Importer).
- Utilisez la fonction de Tracé bitmap (Chemin > Tracer un objet bitmap) pour convertir l'image en vecteurs.
- Vous pouvez utiliser la détection de contours pour obtenir un chemin plus précis.
- Supprimez l'image d'origine et convertissez le tracé en chemin si nécessaire.
- Générez le G-Code avec les paramètres appropriés.
Création de G-Code pour Gravure et Découpe Combinées
Il est possible de réaliser à la fois de la gravure et de la découpe dans le même fichier G-Code.
- Préparez vos objets : séparez les éléments à graver des éléments à découper.
- Sélectionnez les objets destinés à la gravure, convertissez-les en chemin, puis lancez le plugin Laser Tool en configurant les paramètres de gravure (vitesse plus rapide, 1 passe). Générez le premier fichier G-Code.
- Sélectionnez ensuite les objets destinés à la découpe, convertissez-les en chemin, puis lancez à nouveau le plugin Laser Tool. Configurez les paramètres de découpe (vitesse plus lente, plusieurs passes si nécessaire). Changez le nom du fichier ou utilisez le suffixe numérique pour générer un deuxième fichier G-Code.
Vous obtiendrez ainsi deux fichiers G-Code distincts. Vous pouvez soit les exécuter l'un après l'autre sans déplacer la pièce de travail, soit les combiner en un seul fichier à l'aide d'un éditeur de texte.
Tutoriels et Ressources Supplémentaires
Le site de J Tech Photonics propose de nombreux tutoriels détaillés sur l'utilisation de leurs outils avec Inkscape et d'autres logiciels, couvrant divers aspects du flux de travail laser.
- Tutoriel Inkscape (Vecteur) : [Lien vers le tutoriel Inkscape]
- Tutoriel Laser Etch (Raster) : [Lien vers le tutoriel Laser Etch]
- Utilisation de Lightburn sur Shapeoko3 et X-Carve : [Lien vers le tutoriel Lightburn]
- Tutoriel Universal Gcode Sender : [Lien vers le tutoriel UGS]
Suite G-code avec Inkscape -lettre pleine- pour CNC
Notes sur l'Utilisation d'Extensions Inkscape
Il est possible que certaines extensions, comme Gcodetools, écrites pour des versions antérieures de Python (Python 2), rencontrent des problèmes avec les versions récentes d'Inkscape qui utilisent Python 3. Des mises à jour ou des adaptations du code peuvent être nécessaires.
Bien qu'Inkscape puisse être utilisé pour éditer des images matricielles, sa force réside dans sa capacité à créer et modifier des graphiques vectoriels, ce qui le rend idéal pour la préparation de fichiers destinés à la découpe laser.
Une fois votre fichier G-Code généré, il est prêt à être envoyé à votre machine laser pour la découpe ou la gravure.
Produits Mis en Avant
- Protection Laser 12" x 12" : Idéale pour la protection contre les longueurs d'onde de 250 nm à 520 nm.
- Plaque Acrylique Noire 1/8" : Matériau polyvalent pour divers projets de découpe laser.
- Support Mural pour Laser : Solution de montage pratique pour votre équipement laser.
- Accessoire Rotatif : Permet la gravure sur des objets cylindriques.
tags: #comment #marche #jtech #photonics #laser #tool